В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
- Азы электросварки
- Виды электросварки
- Технология сварочных работ
- Как научиться варить сваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Как правильно сваривать металл
- Как выбрать ток для сварки
- С чего начать подготовительный этап?
- Технология сварочного процесса
- Азы электродуговой сварки
- Особенности сваривания трубопровода инвертором
- Подготовка
- Основные этапы
- Заключение
- КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
- Как правильно варить трубу просвет
- Инструкция: как правильно сваривать трубы электросваркой
- Как варить трубы электросваркой правильно – пошаговое руководство
- Подбор электродов
- Разновидности сварных швов и соединений труб
- Предварительные работы с деталями
- Тонкости электросварки
- Собираем соединения
- Работа с поворотными и неповоротными стыками
- Проверка надежности соединений
- Правила техники безопасности при работе со сварочным аппаратом
- Как варить трубу под просвет
- Технология электродуговой сварки металлических труб
- Сварка стальных труб «на просвет» – пошаговая инструкция
- Сварка газовых труб под давлением
- Возможные ошибки и дефекты сварного шва
- Рекомендации: как правильно сварить металл
- Варианты сварочных швов
- Советы: как научиться варить электросваркой самостоятельно
- О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
- Предосторожности перед тем, как варить сваркой электродами
- Нюансы для начинающих в сварке
- Как правильно варить электросваркой (видео-уроки)
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.

В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих. Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
С чего начать подготовительный этап?

Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса

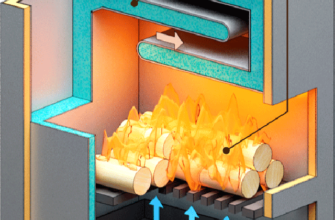
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается. При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
- Автор: Виталий Данилович Орлов
(1 голос, среднее: 2 из 5)
КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
В сварку стыка входят действия, выполнение которых в совокупности дают хороший результат. Пренебрежение одним из них даст отрицательный результат(брак).
В основном толщина стенки от 3,5 мм до 12 мм. Все они подходят под один стиль разделки.
Самые оптимальные параметры:
Когда-то варили стенку до 6 мм вообще без разделки. Бывалые помнят. Это считалось нормой. При союзе шла японская труба, фаска покрыта лаком и закрыта крышкой, всё вроде идеально. К чему рассказываю, у неё был большой угол разделки и при сварке вываливалось большое окно, техннологичиским не назовешь .
Сделка: нужны километры, токи большие и такая жопа, тормоз, плюс легированная сталь (она более текучая, а если электроды тугоплавкие ,беда).
Такие отступления — это проба в ненавязчивой форме повысить ваши знания, читайте, не пропускайте.
Зачистка трубы непосредственно перед сваркой до белого металлического блеска. После резака снять все неровности и металл, который поменял цвет от нагрева шлифмашинкой до белого металлического блеска (желающие могут напильником).
Зазор лучше выставлять оббитым электродом дм 2,6мм.
Вынимаем электроды из печки, в которой они проходили прокалку (у каждой марки свои параметры).В основном, для электродов с Б покрытием 2 часа при 380-400гр.по С*.
Настраиваем сварочный ток, хоть и бытует мнение, что у каждого сварщика он свой, это почти неправда, обычно ток делают больше, чтобы заработать, малый ток тоже плохо, об этом позже.
Наличие технологического окна говорит вам о том, что всё хорошо, процесс идет правильно и у вас 100% есть провар. Обратного валика технологическое окно не гарантирует, его надо формировать самому.
ТЕ МЕСТА , В КОТОРЫХ ВЫ НАЧИНАЛИ ИЛИ ЗАКАНЧИВАЛИ ВАРИТЬ ЭЛЕКТРОДОМ , ОБЯЗАТЕЛЬНО ЗАЧИЩАЙТЕ.
Количество прихваток и их размер зависят от диаметра трубы.
Старайтесь прихватывать так, чтобы в дальнейшем при сварке стыка не стягивало сильно зазор. Со временем появится опыт. Прихватка — это тот же корень и варится также тщательно.
Получиться должно примерно так.
После зачистки должно выглядеть так:
ЕСЛИ ПРИ ЗАЧИСТКЕ КОРНЯ ВЫ УВИДЕЛИ ПОРЫ ИЛИ ТРЕЩИНЫ , ОБЯЗАТЕЛЬНО ВЫРЕЗАЙТЕ ИХ ОТРЕЗНЫМ ДИСКОМ. НЕ НАДЕЙТЕСЬ,
ЧТО ВЫ ИХ ПЕРЕПЛАВИТЕ ПРИ СВАРКЕ ЗАПОЛНЕНИЯ ИЛИ ОБЛИЦОВКИ.
Заполнение.
Облицовка варится примерно также как и заполнение. Слабые,
начинающие сварщики, делающие первые шаги: каждый следующий
электрод начинайте так же как и при сварке заполнения. Чуть ниже,
примерно на 4мм по краю сварочного шва (потом сотрёте шлиф
машинкой), должно остаться маленькое пятнышко.Шов должен заходить за края фаски примерно 1 — 1.5мм (помните, мы их оставляли как направляющие, они же рельсы). Варим короткой дугой, движения напоминают полумесяц через верх. На краях полумесяца остановка , чтобы налить металл(иначе подрез) и полумесяцем через верх уходим. Через верх, чтобы металл не потянулся за вами.
Шов должен быть не высоким, покатым. Для трубы 219 катет высокий не красиво да и шов не широкий, поэтому лучше 1.5 — 2мм. Вот здесь надо бы посмотреть в технологическую карту. Даже силу сварочного тока в зависимости от положения в пространстве, указывают в тех.карте. Дефекты.
Не провар — это самый позорный брак.
Сплошной не провар говорит о том, что сварщик вообще не учился варить трубу.
Не провар , у сварщика нет школы. Допускать к трубе нельзя (на теплотрассу тоже нельзя). Надо учится. Сварщиком ещё никто не рождался, не смертельно – научится.
2. Варить только без отрыва.
3. Очень точно подбираем сварочный ток (относительно толщины металла и положения).
4. Очень важна правильная разделка трубы и зачистка.
5. Хорошие электроды, правильно прокаленные и сохранённые до самого действия.
6. Закрываемся от неблагоприятных погодных условий, самый опасный — ветер.
7. Проверенные сварочные аппараты (просветом стыков, сваренных этими аппаратами).
Еще раз, слёзно прошу, теоретиков, чья жизнь проходит в кабинете за чашечкой «кофию» не засирать мозги советами, которые вы вычитали вчера в справочнике по электросварке.
Ваш самый сильный помощник шлифмашинка. Как можно чаще ей пользуйтесь. Только что то не так сразу шлифмашинка.
Теперь этот лист металла закрепим под углом 45 гр. Тоже самое, на минимальном сварочном токе сплавляем электрод. Очень важно сплавить электрод весь без отрыва. Смотрите внимательно за поведением шлака, шарики шлака сплывают в низ, вы в это время , меняя угол электрода относительно к оси трубы, следите за тем, как это влияет на поведение шлака. К длине трубы электрод остаётся перпендикулярным. Натренировавшись, опять кого-то позовите, и опять победа. Эти победы вам нужны для появления уверенности и понимания, что трубы варят обычные люди.
Ещё один вариант, по моему мнению должен вообще повсеместно использоваться на трассе. Наполнять трубу углекислым газом из выхлопной трубы, которых на трубопроводах хватает. Выгнать кислород из трубы, который вступает в реакцию с жидким металлом и образует поры в корне.
Персональный сайт — КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ
КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ. В сварку стыка входят действия, выполнение которых в совокупности дают хороший результат. Пренебрежение одним из них даст отрицательный результат(брак). В
Как правильно варить трубу просвет
Оптимальная труба для этих целей 159-219 с толщиной стенки 8мм.
Рекомендуемая длинна катушки 200-300мм, для визуального контроля обратного валика.
При подготовке катушки необходимо придерживаться следующих рекомендаций (см рисунок)
При толщине свариваемого металла 8-12 мм, угол разделки кромок будет 60-70 градусов,
зазор между свариваемыми деталями выставляем 2-2.5мм (можно воспользоваться огарком или отбитым электродом), притупление не более 1.5-2мм.
Прихватки лучше всего делать через кусочки кругляка или арматуры, предварительно напилив их по 15-20мм, по ходу сварки будем их выпиливать, и фаска останется нетронутой.
219 катушку минимум прихватывать в 4х местах.
Обязательно надо хорошо очистить поверхности свариваемых деталей от грязи, ржавчины, окалины, масел.
Итак катушку подготовили, приступаем к сварке корня.
Теперь о правилах при сварке корня.
1. Корень варится на обратной полярности.
2. Сухие, прокаленные электроды.
3. Выставляем минимальный сварочный ток, только что бы не захлебывался в шлаке(можно заранее потренироваться на куске металла, в правую руку берем держак а левой регулятор сварочного тока, или дистанцию и спокойно не спеша подбираем оптимальный ток).
4. Избегайте сквозняков, сквозняк в катушке это гарантированные поры, даже для ручной дуговой сварки.
5. Варим короткой дугой.
Лучше потренироваться на пластинах. Соберите две пластины на прихватки с требуемым зазором и варите вертикал, по началу он самый простой. Сели поудобней, электрод перпендикулярно к пластине и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Зажгли дугу, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок. пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь. По собственному опыту скажу что в нижем положении лучше всего сделать зазор на пол миллиметра больше, например отрезным диском.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам.
Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.
И так, мы увидали технологическое окно, расплавляем притупление равномерно с двух сторон, сварочный шов поднимается вверх. Весь смысл в том, чтобы вы постоянно видели технологическое окно, которое является гарантией провара. Но окно само не будет появляться, надо приложить всё ваше мастерство, чтобы оно было всегда одного диаметра. А это естественно ваш провар, он будет ровный одной высоты и ширены. Потом со временем вы само собой научитесь формировать высоту обратного валика, это придёт само.
Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно -это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Качественный сварочный шов (корень) должен иметь высоту обратного валика от 0-до 1 мм, обратный валик должен быть без кратеров, пор и непровара.
Следующий шаг в сварке корня это научится варить так, чтобы не было видно где закачивался один электрод и начинался другой.
Инструкция: как правильно сваривать трубы электросваркой
В начале прошлого столетия на смену заклепочным соединениям металлических деталей пришла электросварка. Это дало возможность монтировать более сложные строительные и технические конструкции, а также улучшить бытовые условия населения.
Инверторный сварочный источник.
Например, после того как начали сваривать трубы, стало возможным проводить в высотные дома центральное отопление и водопровод.
Технология сваривания металла
Сваривание отдельных деталей производится с использованием электрической дуги, которая дает высокую температуру и плавит металл. Расплавленные кромки свариваемых изделий смешиваются с расплавленным железом электрода.
После охлаждения всей смеси получается прочное соединение. Кроме того, если сваривать трубы под высокое давление, будет достигнута хорошая герметичность. Для проведения сварочных работ необходимо иметь следующее:
Во время горения электрической дуги расплавленная обмазка электрода образует газовую зону в месте сваривания. Это вытесняет воздух и не позволяет кислороду при варке взаимодействовать с расплавленным металлом.
Сварные стыки труб.
Когда электрическая дуга гаснет и смесь начинает остывать, образуется металлический соединяющий шов, покрытый защитным слоем шлака. По окончании работы застывший шлак убирается с помощью молотка.
Для улучшения качества соединения, прежде чем начинать варить трубу, необходимо на наждаке обработать ее кромки. Кроме того, если делается монтаж водопровода или системы отопления, в которых будет присутствовать большое давление жидкости, трубу следует обваривать два раза. Это необходимо для улучшения герметичности соединения.
Способы правильной сварки
Основное внимание в этом процессе уделяется траектории движения дуги. Она может быть:
- Поступательной. В этом случае дуга перемещается вдоль оси электрода. То есть горящий электрод постоянно приближается и отдаляется от места сварки. При этом расплавленный металл стекает с электрода и смешивается с металлом от кромок свариваемых труб.
- Продольной. Такая дуга применяется для накладывания тонкого шва. Электрод двигается над свариваемой поверхностью прямо, без колебаний.
- Поперечной. Здесь электрод продвигается вперед или назад с колебательными движениями вправо и влево. Применяется для наложения вертикальных швов, а также чтобы сварить трубы со снятыми кромками, где необходимо заполнять металлом большую пустоту.
Перед электросваркой нужно тщательно очистить кромки трубы от ржавчины. Затем две детали состыковываются, и в этом месте делается точечная «прихватка» с четырех сторон. Это необходимо для того, чтобы во время обваривания трубы ее не повело в сторону. Стыки обвариваются как минимум в два слоя .
При прокладке трубопровода, если имеется поворот, то в этом месте в трубу вваривается «колено». Это согнутый заранее под угол поворота небольшой кусок трубы. Из аппарата на место сварки подаются два кабеля. Один — силовой, второй — заземление. Зажигать электрическую дугу следует на той трубе, к которой подсоединена «земля». На вторую, приставленную для сваривания, трубу заземление передается через расплавленный металл.
Электрическая дуга зажигается следующим образом. К металлу, который подсоединен к «земле» сварочного аппарата, прикасается электрод. Как только возникает вспышка дуги, электрод приподнимается на расстояние не более чем 5 мм. Если расстояние будет больше, дуга разорвется, и процесс сварки прекратится. Для того чтобы сварщик имел возможность поддерживать необходимую длину дуги, требуется приобретение определенного навыка. На этот случай существует специальная инструкция.
Как правильно варить трубу просвет
По многочисленным письмам пользователей постараюсь описать как правильно варить на просвет. Итак начнем как всегда с подготовки деталей. Оптимальная труба для этих целей 159-219 с толщиной…
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу.
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания.
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Как варить трубы электросваркой правильно – пошаговое руководство
Как варить трубы электросваркой правильно – пошаговое руководство
Как варить трубу под просвет
Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Профессиональная варка трубы
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
При нагреве торцы труб закрывают для предотвращения охлаждения и движения воздуха в трубе.
Так называемая сварка под флюсом предполагает подачу в зону горения электрической дуги электродной проволоки при помощи сварочной головки автомата. В расплавленном состоянии металл проволоки попадает в сварочную ванну и смешивается с основным металлом.
Автоматическая сварка позволяет:
- ускорить и стабилизировать процесс;
- сделать дугу невидимой;
- расширить диапазон деталей по толщине;
- сделать швы более стойкими к образованию трещин и пор.
Флюс положительно влияет на устойчивость дуги и на химический состав шва. Для проведения автоматической сварки необходима возможность вращения стыка.
Сварка труб большого диаметра
В более чем половине случаев соединение стальных магистральных трубопроводов осуществляется с использованием трубосварочных машин. Когда применить механический способ невозможно, например, из-за особенностей локализации, ограничении в манипуляциях с трубой, применяется ручная сварка, осуществляемая бригадой сварщиков.
Для магистральных труб со стенкой менее 6 мм используют два слоя сварочного шва, более 6 мм – три. Обратный валик корневого шва может иметь высоту до 3 мм. В тех местах корневого шва, которые проварены некачественно, осуществляют дополнительную подварку изнутри трубы. Это требование также касается той части корня, который выполнялся в потолочном положении: нижнюю четверть периметра стыка доваривают изнутри. Поворотные стыки требуют выполнения подварки по всему периметру стыка. Подварку осуществляют электродами 3-4 мм.
Трубы большого диаметра требуют использования специального центрирующего оборудования.
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом. Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
- После сварки корня заполняйте сечение шва целиком.
- Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
- Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
- Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
- После каждого слоя очищайте поверхность от шлака.
- Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Сварка газовых труб под давлением
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Трубы до 10 см в диаметре варятся вручную, свыше – при помощи полу- или автоматической сварки с ручной подваркой корня шва. При диаметре более 6 см используют специальные кольца. Сварной шов делают многослойным – от 4 слоев и выше в зависимости от нагрузки на трубопровод и характеристики материала. После выполнения работ проводится обязательный осмотр – дефектоскопия внутри и снаружи места сварки.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Сварка трубы на просвет: видео-уроки, как варить трубопроводы любого диаметра
Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Чтобы научится хорошо варить сваркой, следует много практиковаться
Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Рекомендации: как правильно сварить металл
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Варианты сварочных швов
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Внахлест;
- Тавровый.
Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
- Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
- Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.
Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар – это дефект, при котором осуществилось недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой проводится движение электрода. После того как скорректирован ток и дугу сократили по длине, дефект должен устраниться.
- Подрез. Данный дефект свидетельствует о наличии канавки, идущей вдоль шва. Причиной может стать снова слишком длинная дуга, за счет чего шов не просто плохой, а широкий. Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
- Прожоги – это сквозные отверстия на стыках. Причиной становится высокий ток, если медленно вести электрод, и слишком большие зазоры между торцами деталей. Дефект можно устранить за счет коррекции режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это происходит из-за наличия сквозняка в помещении, за счет чего происходит сдувание газового облака с зоны работы или же, если металл покрыт ржавчиной.
Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.
То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как правильно варить электросваркой (видео-уроки)
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.