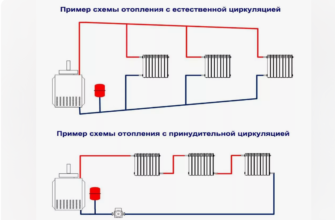
Одним из самых надежных способов соединений участков полимерного трубопровода считается их сваривание. Метод хорош не только герметичностью образуемых стыков, но и относительной простотой процесса, что делает его доступным для широкого круга домашних мастеров. О том, как правильно производится пайка полипропиленовых труб своими руками, прочитаете в статье.
- Способы соединения полипропиленовых изделий
- Диффузная сварка полипропилена
- Диффузная пайка, описание процесса
- Нюансы процесса пайки элементов пластикового трубопровода
- Как правильно паять полипропиленовые трубы – теория и практика
- Общие понятия
- Термоустойчивость
- Тепловое удлинение
- Армирование
- Инструмент для пайки труб из полипропилена
- Технология пайки
- Пайка полипропиленовых труб своими руками: технология, инструкция, видео
- Диффузионная сварка при помощи электропаяльника
- Соединение труб с использованием электрофитингов
- Холодная сварка
- Как правильно паять полипропиленовые трубы
- Инструменты и материалы
- Таблица параметров и времени сварки
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные машины для сварки труб
- Процедура сварки полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Выводы и полезное видео по теме
Способы соединения полипропиленовых изделий
Одним из самых надежных способов соединений участков полимерного трубопровода считается их сваривание
Если рассматривать все существующие методы соединения труб, выполненных полипропиленом, выделяют три основных технологии:
- холодная сварка;
- соединение с помощью термоэлектрических фитингов;
- диффузная пайка.
Первый способ применяется не так часто. Актуален в случае, когда нужно соединить небольшое количество элементов трубопровода, причем, только холодного водоснабжения. Способ заключается в нанесении на стыкуемые полимерные поверхности специального размягчающего материал состава, после чего элементы соединяются и удерживаются определенный период в стабильном положении. Полученный стык не уступает по прочности «горячим» методам сваривания, при этом не требуется использования специального оборудования. Однако холодная сварка имеет недостатки, такие как:
- невозможность применения для ГВС и отопления;
- паять таким способом намного дольше;
- метод не пригоден для армированных полипропиленовых труб.
Спаять полипропиленовые (ПП) трубы можно с помощью специальных термоэлектрических фитингов. Соединительные элементы бывают различной конфигурации (так же, как и обычные фитинги), с той особенностью, что в их тело вмонтирована нагревательная спираль, соединенная с выведенными наружу контактами. Концы соединяемых отрезков трубопровода вставляются в фитинг с двух сторон. При подаче на клеммы электротока с определенными параметрами (источник – специальный сварочный аппарат), внутренняя поверхность соединительного элемента разогревается, расплавляя, в том числе, и соединяемые трубы, за счет чего происходит спайка поверхностей.
Таким способом спайки ПП-изделий пользуются профессионалы при прокладке крупных веток газопроводов и других коммуникаций, где особенно важна надежность соединения. Для прокладки бытовых трубных сетей различного предназначения термоэлектрические фитинги использовать не целесообразно, так как аппаратура и сами соединительные элементы дороги. Здесь вполне достаточно применения следующего метода, наиболее распространенного для пайки полипропиленовых труб.
Диффузная сварка полипропилена
Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций
Паять таким способом полипропиленовые трубы наиболее просто и быстро. Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций: водопровода, ГВС, отопительного контура. Суть метода заключается в одновременном температурном расплавлении стыкуемых поверхностей трубы и фитинга с последующим их соединением. Между расплавленными полимерами происходит взаимная диффузия вещества, что обеспечивает прочную, герметичную стыковку.
Для пайки полипропиленовых трубных изделий таким методом необходим специальный электрический паяльник с набором парных насадок под соответствующий диаметр труб. Вне зависимости от модели паяльника для полипропилена, приборы оснащены градуированным терморегулятором и сигнальными лампами готовности к работе.
Метод диффузной пайки имеет ряд преимуществ, благодаря которым является преимущественно применяемым при монтаже бытовых трубных коммуникаций. Плюсы способы таковы:
- не дорогостоящее оборудование (паяльник);
- несложный и быстрый процесс сварки (пайки);
- пайка полипропиленовых труб своими руками, выполненная правильно, обеспечивает надежное, герметичное соединение трубопровода любого функционального предназначения;
- доборные элементы (фитинги), запорная арматура недороги;
- легко сформировать переход с полипропиленовой трубы на другую (металл, полиэтилен, металлопластик).
Некоторые домашние мастера нарекают, что таким способом сложно, а порой невозможно, паять в труднодоступных местах, относя эту особенность диффузной сварки полипропилена к недостаткам. Однако опыт и наглядные примеры, продемонстрированные в соответствующих видео, доказывают, что при правильном подходе особых сложностей и неудобств в таких ситуациях практически не возникает. Как пример, — следующее видео
Забежав вперед, вернемся к рассмотрению того, как паять ПП-трубы в стандартной ситуации.
Диффузная пайка, описание процесса
Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов
Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов, список которых выглядит так:
- электрический паяльник с приложенным набором насадок разных диаметров;
- ножницы для резки труб или пила по металлу;
- какой-нибудь абразив для удаления неровностей и заусениц, остающихся после резки трубы;
- рулетка (линейка);
- маркер, карандаш.
Из материалов, кроме труб и доборных элементов, понадобится чистая тряпка из натуральной ткани и жидкость для обезжиривания (ацетон, бензин, спирт).
Приготовив перечисленные материалы и инструментарий, можно начинать паять полипропиленовые трубы, соблюдая изложенную ниже последовательность действий.
- Паяльник устанавливается в идущий в комплекте штатив и оснащается одной или несколькими (при работе с трубопроводами разных диаметров) насадками, которые обезжириваются приготовленной жидкостью. Прибор включается в сеть, терморегулятор устанавливается в положение, соответствующее температуре пайки, рекомендованной для полипропиленовой трубы (260-280˚С). О наборе насадкой заданной температуры просигнализируют лампочки, — погаснет зеленая и загорится красная (в некоторых моделях цвет сигнальных светильников может быть другим, — смотрите в инструкции к прибору).
- Измерительной рулеткой отмеряется необходимый фрагмент ПП-трубы, ставится отметка, в соответствие которой трубными ножницами (труборезом) делается отрез. Отрезной торец трубы освобождается заусенец и шероховатостей, после чего подбирается соединительный элемент соответствующего диаметра и необходимой формы. Внутренняя поверхность фитинга и наружная на трубном торце обрабатываются обезжиривающей жидкостью.
- В соединительном элементе есть ограничивающий выступ. На трубе маркером делается отметка на расстоянии, меньшем на 1-1,5 мм, чем расстояние от наружного края фитинга до ограничителя. Паять нужно так, чтобы сделанная отметка и край соединительного элемента совпадали. Если это правило не соблюдать, размягченный при нагреве торец трубы может сузиться, пройдя дальше ограничителя. Также отметка на трубопроводе поможет найти правильное осевое расположение соединяемых элементов.
- Подготовленные и обезжиренные детали стыкуются с греющей насадкой паяльника соответствующего диаметра. Фитинг имеет большую толщину, следовательно, инерцию нагрева, поэтому, сначала надевается он, после чего с другой стороны вставляется труба. Обратный процесс осуществляется соответственно: вынимается разогретая труба, затем снимается стыковочный элемент. Время экспозиции зависит от трубного диаметра, соответственно, толщины стенки изделий. Например, трубопровод 16 и 20 мм разогревается приблизительно 5-6 секунд, 25, 32 мм, — 7-8 секунд. Но это общие рекомендации, в каждой индивидуальной ситуации оптимальное время прогрева может немного отклоняться, на что влияют стартовая температура полипропиленовых изделий, особенности модели паяльника.
- Детали с расплавленными рабочими поверхностями снимаются с насадки. Труба без осевого вращения плавно вставляется в фитинг до совпадения метки с краем стыковочного элемента, при этом важно контролировать осевое соответствие соединяемых деталей. Период фиксации также зависит от толщины стенки изделий и составляет от 4 до 12 секунд. Спустя примерно час после пайки можно запускать собранный трубопровод в полноценную эксплуатацию.
Так необходимо правильно паять пластиковые (ПП) трубы диффузным методом. Кроме общего описания процесса, обратите внимание на некоторые рекомендации, выполнение которых поможет избежать ошибок при сварке полипропиленовых изделий.
Нюансы процесса пайки элементов пластикового трубопровода
Работая с паяльником, обязательно надевайте рабочие рукавицы
- Если паять трубопровод самостоятельно приходится впервые, прежде, чем приступить к конструированию трубной системы, стоит сделать несколько пробных соединений, тем самым приспособившись к работе паяльника и особенностям пластиковых изделий.
- Работая с паяльником, обязательно надевайте рабочие рукавицы, так как температура насадки достаточна, чтобы получить ожег при случайном соприкосновении с ней. К тому же рукавицы помогают легче вводить трубу в насадку.
- Некоторые модели паяльников сигнализируют о наборе заданной температуры раньше, чем это реально происходит. Желательно дать прибору лучше прогреться (10-15 минут) и только потом паять.
- Если труба или доборный элемент с трудом входят в насадку, допускается незначительное их осевое вращение. При совмещении нагретых деталей проворачивать их нельзя.
- При работе с трубами диаметром более 40 мм желательно на торцах снимать фаску под углом примерно 45˚. Это облегчит введение элемента в насадку паяльника.
- Перед тем, как паять армированную алюминием трубу, нужно воспользоваться специальным устройством (шейвером) и с его помощью снять наружный слой на участке пайки.
- Пластиковые элементы, армированные стекловолокном, специальной подготовки не требуют и соединяются обычным способом.
Пайка полипропиленовых труб своими руками не является сверхсложной задачей, но для успешного формирования надежных соединений все же нужно паять правильно, учитывая рекомендации, базирующиеся на опыте многих мастеров. Для визуального подкрепления полученной информации посмотрите видео, где наглядно и детально продемонстрирован процесс пайки полипропилена.
Как правильно паять полипропиленовые трубы – теория и практика
Данная статья будет посвящена тому, при какой температуре можно паять полипропиленовые трубы, какой инструмент для этого нужен, а также расскажет о многих нюансах и тонкостях этого процесса. Дополнительно, для наглядности, об этом можно узнать из видеоматериала.
Общие понятия
Если вам нужна инструкция о том, как паять полипропиленовые трубы, то будем считать, что вы уже изучили все характеристики данного материала, так что этот момент досконально мы описывать не будем.
Основную же информацию о ПП трубах все же рассмотрим, дабы какой-то момент процесса пайки не стал для вас чем-то неожиданным.
Термоустойчивость
Полипропилен начинает размягчаться, меняя свою форму, при достижении 140 ºC. Тем не менее, производители маркируют свои трубы и фитинги, указывая предельную температуру всего лишь 95 ºC. Как уже оговаривалось во многих статьях, использовать полипропиленовые трубы на теплотрассах нежелательно.
Если ваше место жительства располагается в регионах Крайнего Севера, и в зимнее время из крана с горячей водой вы часто наблюдаете выходящий пар, то лучше всего вместо ПП труб использовать трубы из меди или оцинковки.
Тепловое удлинение
В процессе нагрева полипропилен значительно увеличивает свои линейные размеры. Трубы в системе из такого материала на больших прямых отрезках начинают волнообразно провисать. Если толстый отопительный стояк из ПП установлен между перекрытиями и ограничен толстыми соединительными фитингами, то образующиеся напряжения могут стать причинами появления больших неприятностей.
В подобных ситуациях начинающий мастер может испытать осложнения с пайкой труб из полипропилена.
Профессиональные же мастера могут воспользоваться одним из нескольких решений:
- Как вариант, вместо ПП труб можно взять армированную разновидность. У армированного полипропилена коэффициент теплового удлинения в 5 раз меньше. Кроме того, такие трубы могут функционировать в условиях более высокого давления.
- Прибегнуть к использованию компенсаторов. Они представляют собой П-образные изгибы ровного отрезка трубы. Благодаря своей эластичности, полипропилен удлиняется, и остается при этом ровным ввиду того, что ножки у П-образного компенсатора немного сближаются.
Армирование
Метод пайки полипропиленовых труб будет зависеть от типа армирования или его отсутствия:
- При армировании стекловолокном способ пайки труб будет таким же, как и в случае пайки трубы без армирования.
- Если у трубы присутствует армирование слоем алюминия, то перед процессом пайки трубы понадобится зачистить при помощи специального шейвера.
Трубы, у которых армирующий слой расположен между двумя слоями полипропилена, зачищают торцевателем. В таком инструменте узкий нож располагается со стороны торца.
Лучше обратить внимание именно на армированные трубы, если вы планируете сконструировать систему водопровода, по которой будет подаваться горячая вода. Если же использовать ПП трубы для систем с транспортированием холодной воды, то вы лишь затратите больше денежных средств, пользы в таком случае просто нет.
Инструмент для пайки труб из полипропилена
Теперь стоит разобраться, чем, собственно, паяются ПП трубы. А нужен для этого специальный паяльник для пайки полипропиленовых труб. Его можно купить практически в любом строительном магазине, при том, что модели «попроще» с простейшей комплектацией обойдется ориентировочно не дороже 500 рублей.
У самых дешевых инструментов нагреватель имеет мощность в пределах 0,8 кВт. Для домашних целей таких показателей вполне достаточно. По большому счету, мощность определяет лишь скорость нагрева аппарата, при этом температура пайки ПП труб не меняется. Поэтому если для вас принципиально то, сколько по времени паять полипропиленовые трубы, лучше всего взять инструмент помощнее.
Самые ходовые паяльники с небольшой стоимостью комплектуются насадками для труб сечениями 20, 25 и 32 мм. Они, как правило, удовлетворяют все потребности при монтаже домашней системы трубопровода. Целесообразнее значительную часть денежных средств потратить на более качественные фитинги и трубы, чем на паяльный инструмент. Аппарат какой угодно стоимости справится с задачей на отлично, так как стабильность и температура пайки полипропиленовых труб в любом из случаев будут достаточными.
Если вы новичок в вопросе пайки ПП труб, помните, что вам под силу осуществить данный процесс.
Главное запастись следующим вспомогательным инструментом:
- рулетка – понадобится для замеров, без нее попросту не обойтись;
- карандаш – потребуется для проставления отметок на трубе для последующей обрезки;
- ножовка по металлу – когда в хозяйстве не оказалось специальных ножниц, она будет как раз кстати;
- нож – он понадобится для снятия фаски с труб в процессе их прокладки.
Кроме того, довольно удобными считаются ножницы-труборезы для полипропиленовых труб. С их помощью можно одним движением рассечь трубу строго под 90°, при этом срез получится идеально ровным. Так можно сэкономить достаточно много времени. Однако можно легко обойтись и без них.
Покупая паяльник, обратите внимание на комплектацию. Довольно часто производители комплектуют инструмент труборезом в качестве бонуса. Бывают случаи, когда комплект дополнен рулеткой и карандашом.
Возможно, вы спросите себя, как паять армированные слоем алюминия трубы без зачистки. Потребуется самый простой шейвер, который идеально подойдет для разового использования. На дорогостоящий вариант тратиться в любом случае нет смысла. Дорогие инструменты имеют более высокую износоустойчивость, то есть, предназначены для больших объемов работ. Мы же в данном случае этим не воспользуемся, а значит покупать дорогой шейвер попросту нецелесообразно.
Технология пайки
Ниже опишем, как правильно, и при какой температуре спаивать полипропиленовые трубы:
- Для начала нужно отмерять и отрезать требуемый кусок трубы. Дополнительно нужно набавить 14-25 мм, которые войдут в фитинг.
- Теперь в паяльник вкручиваем нужную насадку и включаем его для нагрева. Этот процесс займет несколько минут – это время определяет мощность паяльника.
Самые простые паяльники могут паять только полипропилен – в них не предусмотрена корректировка температуры. Универсальные же способны паять и легкоплавкий полиэтилен, в них возможна регулировка температуры от 260 до 280 ºC.
- Далее снимаем фаску с наружной поверхности трубы, алюминиевое армирование зачищаем шейвером.
Для зачистки трубу с наружным армированием нужно вставить в инструмент и провернуть пару раз, если же армирующий слой располагается внутри, то инструмент нужно будет прижать к торцу трубы и с небольшим усилием провернуть.
- Насаживаем трубу на широкую насадку, а фитинг на узкую. Потребуется несколько секунд, чтобы под действием температуры поверхности деталей расплавились, и они продвинулись по насадкам на пару сантиметров. Ждем еще несколько секунд, снимаем детали с насадок, и вставляем трубу в фитинг. Держим неподвижно секунд 10, после чего можно считать, что соединение готово.
Наглядно о процессе спаивания труб можно узнать, посмотрев видео, которые присутствуют в сети интернет.
Приведем несколько полезных советов для новичков, которые облегчат для них процесс пайки:
- Снятие фаски с труб нужно проводить в любом случае. Если зачистки фаски нет с внутренней части фитинга, то снимите ее сами, иначе в процессе размягчения пластика существует большой риск задрать пластик при вставке в нее трубы.
- При введении трубы в фитинг нельзя ее проворачивать. Это в значительной степени ухудшит качество соединения.
- Трубу и фитинг в процессе расплавления с усилием нужно вставить на насадки до упора. При стыковке, окончание трубы должно привариться к фитингу. В особенности это касается полипропиленовых труб с алюминиевым армированием.
- После пайки тефлоновое покрытие насадок протирайте грубой тканью, но не металлическими предметами.
Надеемся, вы разобрались в том, как паять ПП трубы, и что для этого нужно. Удачных вам ремонтных работ!
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже. Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
- диффузионная пайка;
- спайка электрофитингами;
- холодная сварка.
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок. размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь .
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют .
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.
Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке .
- простая технология, не требующая покупки электронагревательного оборудования.
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофитинги и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самостоятельной сварки полипропиленовых труб при помощи электропаяльника.
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
Наружный диаметр, мм
Посадочная глубина, мм
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно быстро своими руками соорудить канализацию, починить и модернизировать водопровод. Главное знать, как производятся соединения. Согласитесь, это немаловажная часть работы, отвечающая за беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб. Предложенные нами сведения помогут соорудить безотказно действующие коммуникации.
У нас вы найдете пошаговое описание способов соединения ПП труб пайкой и перечисление технических нюансов. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
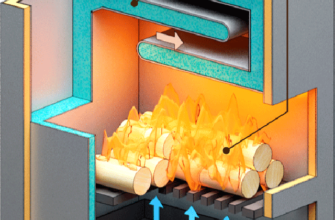
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Первая техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей, в данном случае, построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Второй способ — прямого контакта, основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями. Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу. Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров.
Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей. Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования здесь – промышленная сфера.
Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы для полипропилена (труборез);
- рулетка строительная;
- угольник слесарный;
- шейвер (для труб с армированием);
- маркер (карандаш);
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать на руки плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры паяльника установить на 260ºС.
- Подготовить сопрягаемые детали (разметить, снять фаску, обезжирить).
- Включить паяльную станцию.
- Дождаться набора рабочей температуры (включения зелёного индикатора).
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Свариваемые детали одновременно надеваются на металлические болванки утюга и также одновременно снимаются по истечении заданного времени нагрева
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если по времени плавления перебор, это приводит к деформации структуры детали и также не гарантирует качественной спайки. Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей. Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Следует отметить: обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала. К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых, отдельно взятых нестандартных условий, время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Инструмент, необходимый для пайки армированных пластиковых труб. Носит название – швейер. С его помощью зачищается слой алюминиевой фольги перед тем, как труба будет нагрета и спаяна
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне. Причём воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить недорого или взять в аренду.